Prusa i3 Hephestos/it
|
English • العربية • български • català • čeština • Deutsch • Ελληνικά • español • فارسی • français • hrvatski • magyar • italiano • română • 日本語 • 한국어 • lietuvių • Nederlands • norsk • polski • português • русский • Türkçe • українська • 中文(中国大陆) • 中文(台灣) • עברית • azərbaycanca • |
Release status: working

| Description | |
| License | |
| Author | |
| Contributors | |
| Based-on | |
| Categories | |
| CAD Models | |
| External Link |
Contents
- 1 Introduzione
- 2 Galleria
- 3 Specifiche tecniche
- 4 Differenze rispetto ad altri modelli di Prusa i3
- 5 Parti stampate
- 6 Lista dei materiali
- 7 Assemblaggio delle Guide
- 7.1 Strumenti richiesti non inclusi nel BOM
- 7.2 Preparazione prima dell'assemblaggio
- 7.3 Assemblaggio dell'asse X
- 7.3.1 Asse X
- 7.3.1.1 Introduci i cuscinetti
- 7.3.1.2 Prepara il tensore dell'asse X
- 7.3.1.3 Introduci il tensore dell'asse X
- 7.3.1.4 Introduci i cuscinetti nelle barre lisce
- 7.3.1.5 Prepara il sensore del fine-corsa dell'asse X
- 7.3.1.6 Introduci il sensore del fine-corsa dell'asse X nella barra liscia
- 7.3.1.7 Introduci le barre lisce nelle parti laterali
- 7.3.1.8 Montare il motore dell'asse X
- 7.3.1.9 Inserire il bullone di regolazione per il sensore del fine-corsa dell'asse X
- 7.3.1.10 Inserire la puleggia nel motore dell'asse X
- 7.3.2 Asse Z
- 7.3.2.1 Attaccare il fine-corsa del motore al frame
- 7.3.2.2 Unisci i motori dell'asse Z
- 7.3.2.3 Fissare il morsetto superiore delle barre lisce
- 7.3.2.4 Prepara il fine-corsa dell'asse Z
- 7.3.2.5 Unione dell'asse X con Z: Inserire le barre filettate
- 7.3.2.6 Unione dell'asse X con Z:Inserire le barre lisce
- 7.3.2.7 Unione dell'asse X con Z: Unione con l'asse X:
- 7.3.2.8 Unione dell'asse X con l'asse Z: Accoppiatori flessibili
- 7.3.2.9 Unione dell'asse X con l'asse Z: Fine-corsa dell'asse Z
- 7.3.3 Asse Y
- 7.3.3.1 Preparazione della barra filettata M10
- 7.3.3.2 Preparazione delle barre lisce
- 7.3.3.3 Unione delle barre lisce e delle barre filettate
- 7.3.3.4 Fissa con i dadi
- 7.3.3.5 Fissa con le fascette
- 7.3.3.6 Preparazione del tensore dell'asse X
- 7.3.3.7 Preparazione del motore dell'asse Y
- 7.3.3.8 Preparazione delle barre filettate M8 - Parte 1
- 7.3.3.9 Preparazione della barra filettata M8 - Parte 2
- 7.3.3.10 Unione delle barre
- 7.3.3.11 Fissa la struttura con i dadi
- 7.3.3.12 Preparazione della base in alluminio
- 7.3.3.13 Fissa la base in alluminio con le fascette
- 7.3.3.14 Preparare il fine-corsa della base
- 7.3.3.15 Fissa il fine-corsa alla base
- 7.3.3.16 Mettere la cinghia dell'asse Y
- 7.3.3.17 Stringere tutti i dadi
- 7.3.3.18 Posiziona la base acrilica
- 7.3.3.19 Preparare il fine-corsa dell'asse Y sul frame
- 7.3.3.20 Fissare il fine-corsa dell'asse Y sul frame
- 7.3.3.21 Unione dell'asse Y con l'asse X e Z: incastra gli assi
- 7.3.3.22 Unione dell'asse Y X e Z: Montare e avvitare i dadi
- 7.3.4 Estrusore
- 7.3.4.1 Preparare il carrello
- 7.3.4.2 Posiziona il carrello nell'asse X
- 7.3.4.3 Fissa il carrello con una fascetta
- 7.3.4.4 Posiziona la cinghia sull'asse X
- 7.3.4.5 Avvita il supporto dell'estrusore
- 7.3.4.6 Posiziona l'estrusore
- 7.3.4.7 Posiziona l'ugelloe l'Hot end
- 7.3.4.8 Posiziona il vetro sulla base
- 7.3.5 Elettronica
- 7.3.6 Mettere i cavi nella catena portacavi dell'asse X
- 7.3.1 Asse X
- 7.4 Impostazioni della stampa
- 7.5 Ciao mondo: La tua prima stampa
- 7.6 Allegati
Introduzione
- La stampante 3D Hephestos è una stampante 3D open source disegnata e sviluppata dal dipartimento di Innovazione e Robotica di bq. Hephestos è basata sull’architettura della Prusa i3 e include alcuni miglioramenti ispirati da altre stampanti come PowerCode, parti sviluppate dalla comunità RepRap e poi perfezionate e nuove parti sviluppate direttamente in bq.
- Lo scopo finale è quello di offrire un design robusto cercando di colmare alcune lacune presenti in design precedenti come i fine corsa e l’utilizzo di catene per la raccolta dei cavi di cablaggio. Abbiamo inoltre posto particolare enfasi nel creare una buona documentazione per facilitare l’assemblaggio della stessa.
- Dove acquistarla
- bq Spagna - (autore) - spedizione gratuita - Leds & Chips Assemblata - Portogallo - Leds & Chips Portogallo - Iniciativas 3D Spagna - wi3d Print Spagna - 3D Proditive Shop Spagna - Simac Spagna - Crea3D Italia - 3DPrinter Store Repubblica ceca

Video istruzioni dell'assemblaggio (Youtube):
<videoflash type="youtube">nvTeJvRi8Bo</videoflash>
Galleria











Specifiche tecniche
Dimensioni
- -Dimensioni della stampante: (x) 460 x (y) x 370 (senza portarotolo) 510 (con portarotolo) 583 mm
- -Dimensioni dell'area di stampa : (x) 215 x (y) 210 x (z) 180 mm
- -Dimensioni dell'imballaggio: (x) 400 x (y) 400 x (z) 250mm
Meccanica
- -Frame in alluminio e base verniciata a polveri
- -Barre cromate lisce per gli assi X, Y, Z
- -Cuscinetti a sfera lineari LM8UU per gli assi X, Y e Z
- -Cuscinetti a sfera assiali B623ZZ per gli assi X e Y
- -Catena raccoglicavi Igus
- -Giunto flessibile in alluminio 5 - 5 mm per l'asse Z
- -Sistema di livellamento della base di stampa a 4 punti con ammonizzazione
- -Sistema di cambio veloce della base di stampa con Clips
- -Base in vetro dimensioni 220x220x3mm
- -Ventole brushless con movimento su cuscinetti a sfera
Risoluzione di stampa
- -Altissima: 60 microns
- -Alta: 100 microns
- -Media: 200 microns
- -Bassa: 300 microns
Meccanica dell'estrusore
- -Estrusore della Witbox
- -Ugello da 0.4mm
- -Sistema di raffreddamento con ventilatore assiale
- -Sistema di raffredamento del modello stampato!
Velocità di stampa
- -Velocità raccomandata: 50 mm/s
- -Velocità massima raccomandata: 80 mm/s
Elettronica
- -Ramps 1.4 RepRap conforme allo standard RepRap Interface Standard RIS1
- -Display LCD con encoder rotativo con pulsante di navigazione
- -Alimentatore 220V AC 12 DC 100W
- -Termistore sull’estrusore 100K
- -Elemento riscaldante 12V 40W
Software
- -Firmware derivato dal Marlin
- -Software raccomandato: Cura
- -Files supportati:. Gcode
- -OS supportati:
- Windows XP e successivi
- Mac OS X e successivi
- Linux
Comunicazioni
- -Lettore di schede SD standard
- -Porta USB di tipo B
Materiali
- Filamento in PLA da 1.75mm
Differenze rispetto ad altri modelli di Prusa i3
- Fine-corsa:
- Disegnato dal dipartimento bq specificatamente per questo modello.
- Fine-corsa:
- Tensori della chingia
- Tensore dell'asse X identico al Power Code. Tensore dell'Asse Y scaricato da Thingiverse. http://www.thingiverse.com/thing:6818
- Supporto per la RAMPS
- Disegnato dal dipartimento bq specificatamente per questo modello. Include tre ancoraggi per raccogliere i fili su un lato tramite flangie, guidandoli in modo da non intasare i dissipatori dei drivers.
- Supporto LCD
- Disegnato dal dipartimento bq specificatamente per questo modello. Il disegno è stato inspirato da http://www.thingiverse.com/thing:121640
- Supporto della ventola
- Disegnato dal dipartimento bq specificatamente per questo modello.
- Catena portacavi
- E’ stato modificato il disegno originale per includere su tutti gli assi delle catene portacavi.
- Alimentatore
- Alimentatore PC
- Estrusore
- Estrusor della Witbox.
- Frame
- E’ stato modificato rispetto all'ufficiale. Presenta una rientranza nell'area dell'asse Y per le viti di regolazione per prevenire attriti una volta finito il livellamento. File:Frame&base Hephestos.dxf.zip
- Volume di stampa
- 215x210x180 mm
Parti stampate
Pagina Thingiverse http://www.thingiverse.com/thing:371842
Disegni proprietari
Accoppiamento della catena asse X
Parte Downloads 
File:Acople cadeneta Eje X.zip

Bloccaggio del fine-corsa dell'asse X
Parte Downloads 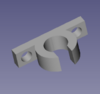
File:EjeX final de carrera.zip

Bloccaggio del fine-corsa dell'asse Y
Parti Downloads 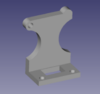
File:EjeY final carrera marco.zip 
File:EjeY final carrera base.zip


Bloccaggio del fine-corsa dell'asse Z
Parte Downloads 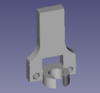
File:Eje Z final carrera.zip

Protezione dell'Hot End
Parte Downloads 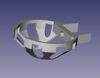
File:Seguridad Hot end.zip

Strumenti
Parte Downloads 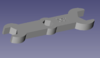
File:Llave fija impresa archivos.zip

Supporto LCD
Parte Downloads 
File:Soporte lcd.stl 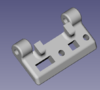
File:Bisagra lcd.stl


Supporto della ventola
Parte Downloads 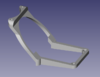
File:Soporte ventilador archivos.zip

Supporto del filamento



Modifiche
Carrello asse X
- All'originale sono state apportate le seguenti modifiche:
- -Attacco per riavvolgere la catena portacavi Igus nella parte superiore (sopra i cuscinetti).
- -Aggiunta di una piccola sporgenza per assicurare il contatto con il fine-corsa dell'asse X (Situato al lato del cuscinetto lineare verso il basso rispetto al carrello.)
Originale Modifcato X Axis carriage (Power CODE) Asse X carrello (Hephestos) 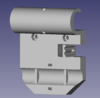
File:Eje X carro A archcivos.zip


Bloccaggio del motore del'asse Z sinistro
- -Catena portacavi incorporata.
Originale Modificata Clamping the left Z Axis motor (Power CODE) Bloccaggio del motore del'asse Z sinistro (Hephestos) 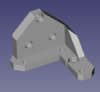
File:I3-zbottom izq.stl File:Eje Z soporte inferior izquierda archivos.zip


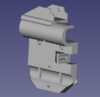
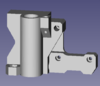
Fine dell'asse X con motore
- Per fornire robustezza alla vite che permette di regolare l'altezza dell'asse Z.
- -Si è allungata la base e si è ridotto l'allentamento del dado per evitare che la vite si muova.
- -Si è spostato il foro della vite per ottenere una maggiore precisione nell'attivazione del fine-corsa.
Originale Modificato X Axis left (Power CODE) Asse X sinistro (Hephestos) 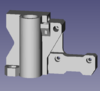
File:EjeX izquierda.zip
.PNG)
.PNG)
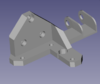
Supporto RAMPS
- Sono stati aggiunti tre ganci. Ogni gancio permette attraverso una fascetta, di trattenere e raccogliere tutti i cavi verso la RAMPS. In questo modo viene favorito il raffredamento dei drivers.
Originale Modificato RAMPS support (Witbox) RAMPS supporto (Hephestos) 

File:Suplemento RAMPS(original).stl File:Soporte RAMPS archivos.zip


Kit completo
Kit completo di tutte le parti dell'Hephestos:
Lista dei materiali
Strumenti
Parte Nome Quantità

Chiave Allen Ø 2 (Brugola da 2 mm) 1 
Chiave Allen Ø 2.5 (Brugola da 2.5 mm) 1 
Cacciavite ceramico per taratura. 1 
Ago per agopuntura con diametro di 0.4mm 
Chiave stampata 10 (M6) - 13 (M8) - 17 (M10) 1

Elettronica
Parte Nome Quantità

Ramps 1.4 1 
Stepstick Drivers A4988 4 
Fine-corsa 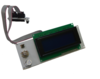
Pannello di controllo LCD 1 
CAVO USB (Tipo B), 1.8 m. 1 
Cavo del motore Nema 17 4 
Cavo del fine-corsa con connettore 3pin femmina con lunghezza di 40 cm 2 Cavo del fine-corsa con connettore 3pin femmina con lunghezza di 85 cm 1 
Motore Nema 17 4 
Kit cavi estrusore (Cavo del motore Nema (con connettore) + Cavo del Termistore con connettore + cavo ventola e cavo del ventilatore + elemento riscaldante) 1 
150 mm di cavo flessibile bicolore da 1 mm² 1 
Alimentatore 220 AC 12 DC 100W 1 
Cavo 220AC (Europeo) 1 
Supporto LCD 1 
Supporto LCD 1 
Supporto Ramps 1 
Supporto ventola 1 
Bullone M3x10 - DIN-912 Class 8.8 Nero 4 
Bullone M3x12 - DIN-912 Class 8.8 Nero 2 
Bullone M3x16 - DIN-912 Class 8.8 Nero 2 
Bullone M3x20 - DIN-912 Class 8.8 Nero 4 
Dado M3 - DIN 934 Class 8 Nero 12 
Guaina termorestringente 2.5 x 500 mm 1 
Fascetta nera 100 x 2.5 mm 10 
Ventola di raffreddamento Brushless DC - RD5010B12H con 20cm di cavo senza connettore 1 
Adattatore/connettore Jack-Ramps 1 
Catena portacavi Igus 15x35 mm 52



















Estrusore
Parte Nome Quantità

Estrusore Witbox ( estrusione diretta per 1.75 mm di filamento, con 0.4mm ugello) 1 
Supporto dell'estrusore 1 
Protezione dell'Hot End 1 
Bullone M4 x 6mm DIN-912 8.8 Class (con intaglio perl'Allen 2.5mm) 2 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Bullone M3 x16 - DIN-912 8.8 Class Nero 1 Dado M3 - DIN 934 Class 8 Nero 1



Asse X
Parte Nome Quantità

Barra cromata liscia 8mm x 370mm 2 Bullone M3x10 - DIN-912 8.8 Class Nero 4 Bullone M3x16 - DIN-912 8.8 Class Nero 2 Bullone M3x20 - DIN-912 8.8 Class Nero 2 
Bullone M3x25 - DIN-912 8.8 Class Nero 1 
Bullone M6x40 - DIN-912 8.8 Class Nero 1 Dado M3 - DIN 934 Class 8 Nero 7 
Dado M5 - DIN 934 Class 8 Nero 2 
Dado M6 - DIN 934 Class 8 Nero 3 
Carrello dell'asse X A 1 
Carrello dell'asse X B 1 
Cuscinetto dell'asse X B623ZZ 2 
Asse X destro 1 
Cuscinetti del tensore dell'asse X B623ZZ 1 
Asse X sinistro 1 
Cavo catena portacavi dell'asse X sinistro 1 
Fine-corsa dell'asse X 1 
Cuscinetto assiale B623ZZ 1 
Cuscinetto (20 denti) GT2 1 
Cuscinetti lineari LM8UU 1 Fascetta nera 100x2.5mm 1















Asse Y
Parte Nome Quantità
Barra cromata liscia 8mm x 340mm 2 
Barra filettata cromata M10x370mm 2 Barra filettata cromata M8 x 205mm 4 Bullone M3 x10 - DIN-912 8.8 Class Nero 7 Bullone M3 x16 - DIN-912 8.8 Class Nero 1 Bullone M3 x20 - DIN-912 8.8 Class Nero 1 Bullone M3 x25 - DIN-912 8.8 Class Nero 6 Dado M3 - DIN 934 Class 8 Nero 7 
Dado M8 - DIN 934 Class 8 Nero 22 
Dado M10 - DIN 934 Class 8 Nero 12 
Rondella M8 - DIN-125 Class 6 Nera 22 
Rondella M10 - DIN-125 Class 6 Nera 12 Cuscinetti dell'asse Y B623ZZ 2 
Supporto cinghia dell'asse Y 1 
Cuscinetti tensore dell'asse Y B623ZZ http://www.thingiverse.com/thing:68185 1 
Motore dell'asse Y 1 
Angolo dell'asse Y 1 
Fine-corsa base dell'asse Y 1 
Fine-corsa frame dell'asse Y 1 Cuscinetto (20 denti) GT2 1 Cuscinetti lineari LM8UU 3 Fascetta nera 100x2.5mm 11 
Cinghia 6mmx1m GT2 1 
Base in alluminio 1 
Base acrilica 220x220x8mm con fori 3.5mm 1 Cuscinetti assiali B623ZZ 1 
Molla (lunga: 30,5mm ; diametro esterno: 4,5mm; Spessore filo: 0.45mm) 4 
Vetro 220x220x3mm 1 
Clips (35x10mm) 4 Fascetta nera 100x2.5mm 11
















.png)
Asse Z
Parte Nome Quantità Barra cromata liscia 8mm x 320mm 2 Barra filettata cromata nera M5x300mm 2 Bullone M3x10 - DIN-912 8.8 Class Nero 16 
Bullone M3 x18 - DIN-912 8.8 Class Nero 2 Dado M3 - DIN 934 Class 8 Nero 2 
Supporto superiore asse Z 1 
Supporto superiore destro per l'asse Z 1 
Fine-corsa dell'asse Z 1 
Supporto superiore sinistro per l'asse Z 1 
Accoppiatore flessibile in alluminio 5 - 5 mm 2 Frame nero in alluminio 1






Assemblaggio delle Guide
Strumenti richiesti non inclusi nel BOM
Parte Immagine 
Saldatore e stagno 
Morsa 
Lima di metallo 
Forbici




Preparazione prima dell'assemblaggio
Prepara i cuscinetti
- Materiali necessari:
Parte Nome Quantità Cuscinetto a sfera LM8UU 1 Puleggia asse X,Y e cuscinetto B623ZZ 2
- Assemblaggio:

Step A

Step B

Step C

Step D
Preparazione dei motori
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 4 Lima 1 Morsa 1
- Assemblaggio:

Step A

Step B

Step C
Inserire i dadi
- Materiali necessari:
Immagine Nome 
Saldatore Parte - Dado

- Assemblaggio:

Step A

Step B

Step C

Step D

Step E

Step F
- Parti dove inserire i dadi:
Immagine Immagine dettagliata Name Dado Quantità 
Asse X destro Dado M5 - DIN 934 Class 8 Nero 1 
Asse X sinistro Dado M3 - DIN 934 Class 8 Nero 1' 
Asse X sinistro Dado M5 - DIN 934 Class 8 Nero 1 
Tensore dell'asse X B623ZZ cuscinetto Dado M3 - DIN 934 Class 8 Nero 1 
Tensore dell'asse Y B623ZZ cuscinetto Dado M3 - DIN 934 Class 8 Nero 1 
Carrello dell'asse X A Dado M3 - DIN 934 Class 8 Nero 2 
Supporto ventola Dado M3 - DIN 934 Class 8 Nero 2 
Supporto ventola Dado M3 - DIN 934 Class 8 Nero 2 

Fine-corsa base dell'asse Y Dado M3 - DIN 934 Class 8 Nero 1 
Protezione Hot End Dado M3 - DIN 934 Class 8 Nero 1











Preparazione dei cavi del motore
- Materiali necessari:
Immagine Nome Quantità Motore Nema 17 4 Cavo Motore Nema 17 4 Saldatore e stagno 1 Guaina termorestringente 2.5 x 500 mm 1
- Lunghezza cavo (dalla base del motore al connettore)
Motore Lunghezza totale (cm) Lunghezza motore(cm) Lunghezza estensione(cm) X 85 30 55 Y 50 20 30 Z Destro 45 15 30 Z Sinistro 65 30 35
- Nota: Tagliate quattro pezzi di guaina termorestringente per il cavo del motore di 2 cm.
- Nota: Preparare i motori degli assi X e Y prima di montare la Prusa e i motori dell'asse Z dopo averla montata.
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E

Step F

Step G

Step H

Step I

Step J
- Nota: Prima di saldare i motori dell'asse z, passare il cavo nudo del motore attraverso il foro.
- Assemblaggio:

Step A

Step B
Preparazione del cavo dell'alimentatore
- Materiali necessari:
Immagine Nome Quantità Forbici 1 Adattatore/connettore Jack-Ramps 1 Alimentatore 220 AC 12 DC 100W 1 150 mm di cavo flessibile bicolore da 1 mm² 1
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E
Step F

Step G
Assemblaggio dell'asse X
Asse X
Introduci i cuscinetti
- Materiali necessari:
Parte Nome Quantità Cuscinetti lineari LM8UU 4 Asse X sinistro 1 Asse X destro 1
- Assemblaggio:

Step A

Step B

Step C
Prepara il tensore dell'asse X
- Materiali necessari:
Parte Nome Quantità Cuscinetti tensore dell'asse X B623ZZ 1 
Puleggia 1 Bullone M3x20 - DIN-912 8.8 Class Nero 1 Bullone M6x40 - DIN-912 8.8 Class Nero 1
- Assemblaggio:

Step A

Step B

Step C

Step D
Introduci il tensore dell'asse X
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 1 1 
Assemblaggio step 2 1 Dado M6 - DIN 934 Class 8 Nero 3
- L'obiettivo del tensore è tendere o rilasciare in maniera semplice la cinghia una volta installata.
- Nota: È necessario carteggiare le parti. Il tensore deve scorrere perfettamente con la parte che trattiene.
- Assemblaggio:

Step A

Step B

Step C
- Nota: I due dadi vanno stretti fermamente assieme. Utilizzare la chiave come da figura per ottenere la tensione necessaria quando viene installata la cinghia.

Step D

Step E

Step F
- Nota: Con l'aiuto della chiave avvitare il dado per ottenere un dado a farfalla sul bullone.
Introduci i cuscinetti nelle barre lisce
- Materiali necessari:
Parte Nome Quantità Barra cromata liscia Ø 8mm x 370mm 2 Cuscinetti lineari LM8UU 3
- Assemblaggio:
Step A
Step B
Prepara il sensore del fine-corsa dell'asse X
- Materiali necessari:
Parte Nome Quantità Fine-corsa asse dell'asse X 1 Fine-corsa 1 Dado M3 - DIN 934 Class 8 Nero 2 Bullone M3x10 - DIN-912 8.8 Class Nero 2
- Assemblaggio:

Step A

Step B
Introduci il sensore del fine-corsa dell'asse X nella barra liscia
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 4 1 
Assemblaggio step 5 1
- Assemblaggio:
Step A

Step B
Introduci le barre lisce nelle parti laterali
- Materiali necessari:
Parte Nome Quantità Assemblaggio step 1 1 
Assemblaggio step 3 1 Assemblaggio step 6 2
- Assemblaggio:
- La lunghezza della barra, una volte unite le parti laterali, dovrebbe essere approssimativamente di 31 cm.
Step A
Step B
Montare il motore dell'asse X
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 1 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Bullone M3x16 - DIN-912 8.8 Class Nero 2 
Assemblaggio step 7 1 Attacco dell'asse X con la catena portacavi sinistra 1
- Assemblaggio:
- Nota: Allinea il cavo del motore in alto.

Step A

Step B

Step C
Inserire il bullone di regolazione per il sensore del fine-corsa dell'asse X
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 8 8 Bullone M3x25 - DIN-912 8.8 Class Nero 1
- Assemblaggio:

Step A

Step B
Inserire la puleggia nel motore dell'asse X
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 1 Puleggia (20 denti) GT2 1
- Assemblaggio:
- Nota: Stringere con la Chiave Allen da 2 mm la puleggia all'asse nella zona smussata.

Step A

Step B

Step C
Asse Z
Attaccare il fine-corsa del motore al frame
- Materiali necessari:
Parte Nome Quantità Supporto inferiore destro dell'asse Z 1 Supporto inferiore sinistro dell'asse Z 1 
Frame nero in alluminio 1 Bullone M3x10 - DIN-912 8.8 Class Nero 6

- Assemblaggio:

Step A

Step B
Unisci i motori dell'asse Z
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 2 
Assemblaggio step 1 1 Bullone M3x10 - DIN-912 8.8 Class Nero 6
- Assemblaggio:
Nota: Allinea il cavo del motore al frame

Step A
Step B
Fissare il morsetto superiore delle barre lisce
- Materiali necessari:
Parte Nome Quantità Frame nero in alluminio 1 Supporto superiore dell'asse Z 2 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Bullone M3x18 - DIN-912 8.8 Class Nera 2
- Assemblaggio:
Nota: E' necessario limare alcuni fori.
Step A
Step B
Prepara il fine-corsa dell'asse Z
- Materiali necessari:
Parte Nome Quantità fine-corsa 1 fine-corsa asse Z 1 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Dado M3 - DIN 934 Class 8 Nero 2
- Assemblaggio:

Step A

Step B

Step C
Unione dell'asse X con Z: Inserire le barre filettate
- Materiali necessari:
Parte Nome Quantità 
Asse X 1 
Fine-corsa dell'asse Z 1

- Assemblaggio:

Step A

Step B
Unione dell'asse X con Z:Inserire le barre lisce
- Materiali necessari:
Parte Nome Quantità 

Assemblaggio step 2 and 3 1 
Barre cromate lisce 8mm x 320mm 2

- Assemblaggio:

Step A

Step B
Unione dell'asse X con Z: Unione con l'asse X:
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 6 1 
Assemblaggio step 5 1
- Assemblaggio:

Step A

Step B

Step C
Unione dell'asse X con l'asse Z: Accoppiatori flessibili
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 7 1 Accoppiatore flessibile in alluminio 5 - 5 mm 2
- Assemblaggio:
Step A
Step B

Step C

Step D
Unione dell'asse X con l'asse Z: Fine-corsa dell'asse Z
- Materiali necessari:
Parte Nome Quantità Assemblaggio step 8 1 
Assemblaggio step 4 1
- Assemblaggio:
- Nota: Incollare con colla cianoacrilica il set dello step 4 alla staffa del motore.

Step A

Step B
Asse Y
Preparazione della barra filettata M10
- Materiali necessari:
Parte Nome Quantità Barra nera filettata M10x370mm 2 Dado M10 - DIN 934 Class 8 Nero 4 Rondella M10 - DIN-125 Class 6 Nera 4 [[File:|100px|]] Rondella M10 - (Ø 30 mm) DIN-9021 Nera 4 [[File:|100px|]] Dado M10 - DIN 934 Class 8 Nero 4
- Assemblaggio:
Step A
Step B
Preparazione delle barre lisce
- Materiali necessari:
Parte Nome Quantità Barra cromata liscia Ø 8mm x 340mm 2 Cuscinetti lineari LM8UU 3
- Assemblaggio:
Step A
Step B
Unione delle barre lisce e delle barre filettate
- Materiali necessari:
Parte Nome Quantità Angolo asse Y 4 
Assemblaggio step 1 1 
Assemblaggio step 2 1
- Assemblaggio:
Step A
Step B
Fissa con i dadi
- Materiali necessari:
Parte Nome Quantità Dado M10 - DIN 934 Class 8 Nero 4 Rondella M10 - DIN-125 Class 6 Nera 4
- Assemblaggio:
Step A
Step B

Step C
Fissa con le fascette
- Materiali necessari:
Parte Nome Quantità 
Fascetta nera 100x2.5mm 4
- Assemblaggio:

Step A

Step B

Step C
Preparazione del tensore dell'asse X
- Materiali necessari:
Parte Nome Quantità Puleggia 1 Cuscinetto tensore dell'asse Y B623ZZ 1 Bullone M3 x20 - DIN-912 8.8 Class Nero 1 Bullone M3 x25 - DIN-912 8.8 Class Nero 1 Dado M3 - DIN 934 Class 8 Nero 2
- Assemblaggio:
Nota: Il bullone da 25 mm è usato come asse per la puleggia e quello da 20mm per il tensore.

Step A

Step B
Preparazione del motore dell'asse Y
- Materiali necessari:
Parte Nome Quantità Motore Nema 17 1 Motore asse Y 1 Bullone M3 x10 - DIN-912 8.8 Class Nero 3
- Assemblaggio:

Step A

Step B
Preparazione delle barre filettate M8 - Parte 1
- Materiali necessari:
Parte Nome Quantità Barra filettata nera M8 x 205mm 4 Rondella M8 - DIN-125 Class 6 Nera 6 Dado M8 - DIN 934 Class 8 Nero 6 
Assemblaggio step 6 1 
Assemblaggio step 7 1
- Assemblaggio:

Step A

Step B
Preparazione della barra filettata M8 - Parte 2
- Materiali necessari:
Parte Nome Quantità Rondella M8 - DIN-125 Class 6 Nera 8 Dado M8 - DIN 934 Class 8 Nero 8 
Assemblaggio step 8 1
- Assemblaggio:

Step A

Step B
Unione delle barre
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 5 1 
Assemblaggio step 9 1
- Assemblaggio:

Step A

Step B
Fissa la struttura con i dadi
- Materiali necessari:
Parte Nome Quantità Dado M8 - DIN 934 Class 8 Nero 8 Rondella M8 - DIN-125 Class 6 Nera 8 
Assemblaggio step 10 1
- Assemblaggio:

Step A

Step B

Step B
Preparazione della base in alluminio
- Materiali necessari:
Parte Nome Quantità 
Base in alluminio 1 Supporto cinghia dell'asse Y 1 Bullone M3 x10 - DIN-912 8.8 Class Nero 2

- Assemblaggio:

Step A

Step B
Fissa la base in alluminio con le fascette
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 11 1 
Assemblaggio step 12 1 Fascetta nera 100x2.5mm 3
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E

Step F

Step G

Step H
Preparare il fine-corsa della base
- Materiali necessari:
Parte Nome Quantità Fine-corsa asse Y 1 Bullone M3 x25 - DIN-912 8.8 Class Nero 1
- Assemblaggio:

Step A

Step B
Fissa il fine-corsa alla base
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 13 1 
Assemblaggio step 14 1
- Assemblaggio:

Step A

Step B

Step C

Step D
Mettere la cinghia dell'asse Y
- Materiali necessari:
Parte Nome Quantità Cinghia 6mmx1m GT2 1 Puleggia (20 denti) GT2 1 Fascetta nera 100 x 2.5 mm 4
- Assemblaggio:
- Nota: Girare il set
- Nota: Fissare la puleggia con la chiave da 2mm Allen

Step A

Step B

Step C

Step D
- Nota: Svitare il bullone per allentare il tensore

Step E

Step F

Step G

Step H

Step I

Step J

Step K

Step L
- Nota: Allinea la cinghia

Step M

Step N

Step Ñ

Step O
- Nota: Stringere la cinghia avvitando il bullone del tensore
Stringere tutti i dadi
- Materiali necessari:
Parte Nome Quantità Chiave stampata fissa 10 (M6) - 13 (M8) - 17 (M10) 1
- Assemblaggio:
- Nota: E' necessario limare un po' le fresature.

Step A
Posiziona la base acrilica
- Materiali necessari:
Parte Nome Quantità Base acrilica 220x220x8mm fori 3.5mm 1 Bullone M3 x25 - DIN-912 8.8 Class Nero 4 Molla (lunga: 30,5mm ; Diametro esterno: 4,5mm; Spessore del filo: 0.45mm) 4
- Assemblaggio:
- Nota: E' necessario limare le fresature.

Step A

Step B
Preparare il fine-corsa dell'asse Y sul frame
- Materiali necessari:
Parte Nome Quantità Fine-corsa asse Y 1 Fine-corsa 1 Bullone M3x10 - DIN-912 8.8 Class Nero 2 Dado M3 - DIN 934 Class 8 Nero 2
- Assemblaggio:

Step A

Step B
Fissare il fine-corsa dell'asse Y sul frame
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 19 1 Frame nero in alluminio 1 Bullone M3x16 - DIN-912 Class 8.8 Nero 1 Dado M3 - DIN 934 Class 8 Nero 1
- Assemblaggio:

Step A

Step B

Step C

Step D
Step E
Unione dell'asse Y con l'asse X e Z: incastra gli assi
- Materiali necessari:
Parte Nome Quantità 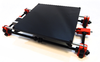
Asse Y 1 
Assi X e Z 1

- Assemblaggio:

Step A

Step B

Step C
Unione dell'asse Y X e Z: Montare e avvitare i dadi
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step21 1 Chiave stampata fissa 10 (M6) - 13 (M8) - 17 (M10) 1
- Assemblaggio:

Step A
Estrusore
Preparare il carrello
- Materiali necessari:
Parte Nome Quantità Carrello asse X A 1 Carrello asse X B 1 Bullone M3x20 - DIN-912 8.8 Class Nero 1 Dado M3 - DIN 934 Class 8 Nero 1
- Assemblaggio:

Step A

Step B
Posiziona il carrello nell'asse X
- Materiali necessari:
Parte Nome Quantità 
Step assemblaggio 1 1 Prusa 1
- Assemblaggio:

Step A

Step B

Step C

Step D
Fissa il carrello con una fascetta
- Materiali necessari:
Parte Nome Quantità 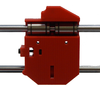
Step assemblaggio 2 1 Fascetta nera 100 x 2.5 mm 1
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E
Posiziona la cinghia sull'asse X
- Materiali necessari:
Parte Nome Quantità Cinghia 6mmx1m GT2 1 
Step assemblaggio 3 1 Fascetta nera 100 x 2.5 mm 4
- Assemblaggio:

Step A

Step B

Step C

Step D

Step E

Step F
Avvita il supporto dell'estrusore
- Materiali necessari:
Parte Nome Quantità Estrusore supporto 1 Bullone M3x10 - DIN-912 8.8 Class Nero 2
- Assemblaggio:

Step A

Step B
Posiziona l'estrusore
- Materiali necessari:
Parte Nome Quantità Estrusore della Witbox 1 Bullone M4 x 6mm DIN-912 8.8 Class (con intaglio per Allen 2.5mm) 2
- Assemblaggio:
- Nota: Questo step è necessario per rimuovere l'ugello dall'estrusore.
- Nota: Fissa con il bullone l'estrusore.

Step A

Step B

Step C
Posiziona l'ugelloe l'Hot end
- Materiali necessari:
Parte Nome Quantità Bullone M3 x20 - DIN-912 8.8 Class Nero 1 
Ugello blower dell'estrusore della Witbox 1 Hot End 1

- Assemblaggio:
- Nota: L'Hot end è un componente opzionale e non è necessario per una corretta stampa, ma il suo utilizzo è molto raccomandato per evitare surriscaldamenti.

Step A

Step B

Step C
Posiziona il vetro sulla base
- Materiali necessari:
Parte Nome Quantità Vetro 220x220x3mm 1 Clip (35x10mm) 4
- Assemblaggio:

Step A

Step B

Step C
Elettronica
Posiziona la RAMPS 1.4
- Materiali necessari:
Parte Nome Quantità
Ramps 1.4 1 Bullone M3x20 - DIN-912 Class 8.8 Nero 2 Supporto stampato per la Ramps 1
- Assemblaggio:

Step A

Step B

Step C
Preparare il pannello di controllo LCD
- Materiali necessari:
Parte Nome Quantità
Pannello di controllo LCD 1 Supporto stampato per LCD 2 Cerniera stampata per LCD 1 Bullone M3x10 - DIN-912 Class 8.8 Nero 4 Bullone M3x20 - DIN-912 Class 8.8 Nero 2
- Assemblaggio:

Step A

Step B

Step C

Step D
Montare il pannello di controllo LCD sul frame
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 2 1 Dado M3 - DIN 934 Class 8 Nero 2
- Assemblaggio:

Step A

Step B

Step C
Mettere i cavi nella catena portacavi dell'asse X
- Materiali necessari:
Parte Nome Quantità

Catena portacavi 25 1 Catena portacavi 27 1 Kit cavi per l'estrusore (Cavo motore Nema (con conettore) + Cavo termistore estrusore con conettore + Cavo per la ventola e blower + Cavo elemento riscaldante) 1

- Assemblaggio:
- Nota: Introdurre i cavi singolarmente

Step A

Step B

Step C

Step D
Posiziona la catena portacavi dell'asse X
- Materiali necessari:
Parte Nome Quantità

Catena portacavi con cavi dell'asse X 1
- Assemblaggio:
- Nota: La catena portacavi da 25 collega il carrello dell'asse X con la fine dell'asse X.
Step A

Step B

Step C

Step D

Step E

Step F
Introdurre i cavi dell'asse X nella catena portacavi dell'asse Z.
- Materiali necessari:
Parte Nome Quantità 
Assemblaggio step 5 1 Cavo del fine-corsa con click e connettore femmina 85 cm 1
- Assemblaggio:
- Nota: Introdurre nella catena portacavi dell'asse Z il motore dell'asse Z e il cavo del fine-corsa.

Step A

Step B
- Nota: La catena portacavi da 27 unisce la fine dell'asse X sinistro con la parte dell'asse Z in basso a sinistra.

Step C

Step D

Step E
Preparare le ventole
- Materiali necessari:
Parte Nome Quantità
Ventola 50 x 50 mm 1 Supporto stampato per la ventola 1 Bullone M3 x16 - DIN-912 8.8 Class Nero 2
- Assemblaggio:

Step A

Step B
Cablaggio e guida dei cavi
Schema di collegamento dei cavi

- Materiali necessari:
Parte Nome Quantità
Fascetta nera 100 x 2.5 mm 11 
Cavo alimentatore 1 Cavo del fine-corsa 40 cm 2
Collegamento dell'estrusore

Step A

Step B

Step C
- Nota: Usa una fascetta per i cavi dell'estrusore.

Step D

Step E
Cablaggio dei motori
- Nota: Usa una fascetta per i cavi dei motori.

Step A

Step B
Cablaggio del fine-corsa

Step A

Step B

Step C
Cablaggio e guida dei cavi dellaRAMPS
- Nota: Usa una fascetta per i cavi.

Step A

Step B

Step C
- Nota: Guida i cavi attraverso il pezzo stampato che tiene la RAMPS e fissarli con le fascette.
- Nota: Collega il piatto fisso ai cavi delle ventole e dell'alimentatore.

Step D

Step E

Step F
Posiziona le ventole
- Materiali necessari:
Parte Nome Quantità

Assemblaggio step 8 1 Bullone M3x12 - DIN-912 Class 8.8 Nero 2
- Assemblaggio:
- Nota: Disconnetti il pannello di controllo LCD della Ramps prima di posizionare la ventola e passalo nel foro del pezzo in lavorazione.

Step A

Step B

Step C
Posizionamento del supporto del filamento
- Materiali necessari:
Parte Nome Quantità

Supporto del filamento 1

- Assemblaggio:
- Nota: Disconnetti il pannello di controllo LCD della Ramps prima di posizionare la ventola e passalo nel foro del pezzo in lavorazione.

Step A

Step B

Step C
Impostazioni della stampa
Impostazione dell'asse Z
- Prima di iniziare a stampare è necessario regolare il bullone che regola l'altezza dell'asse Z in modo che l'estrusore sia all'altezza giusta dalla base. Per fare ciò, seguire le seguenti istruzioni:
- -Bilanciare gli estremi dell'asse Z e assicurarsi che entrambi siano alla stessa altezza.

Step A
- -Stringere la vite di regolazione senza forzare il pezzo.

Step B
- -Utilizzando il pannello di controllo LCD e portare l'estrusore all'origine.
- Control > Movimento degli assi > Portare all'origine

Step C

Step D
- Nota: Verificare manualmente che tutti i sensori dei fine-corsa tocchino i rispettivi assi.
- -Aggiustare la posizione del bullone del sensore del fine-corsa e ripetere lo step precedente (portare l'asse Z all'origine).

Step E
- -Se qualcosa non è ben impostato ripetere gli steps precedenti, fino a quando non tocca la base.

Step F
Livellamento della base
- Dopo avere impostato l'asse Z, è necessario livellare la base, in modo che sia completamente parallela all'asse X.
- Utilizzando il pannello di controllo LCD avviare il programma di livellamento.
- Control > Livellare base
- Il programma sposta l'estrusore in tre punti della base. Per ogni punto, con l'ausilio di un foglio di carta tra l'estrusore e la base in vetro regolare i bulloni con la molla fino a quando si percepisce una leggera frizione.

Step A

Step B

Step C
Step D
Otturazione dell'estrusore
- Se si ottura il filamento nell'estrusore, seguire i seguenti steps:
- Riscaldare l'estrusore a 220°C e inserire l'ago da 0.4mm nell'ugello. Introdurlo fino a farlo uscire dall'altro estremo e cercare di rimuovere completamente la plastica incastrata.
- Se si ottura il filamento nell'estrusore, seguire i seguenti steps:

Step A
Ciao mondo: La tua prima stampa
- Se avete seguito tutti i passaggi nel manuale dovreste ottenere la Prusa i3 Hephestos pronta per realizzare la vostra prima stampa 3D!
- La prima cosa che dovete fare è trasformare il disegno 3D, dev'essere infatti in .stl. Per questo, è possibile seguire le istruzioni di alcuni dei programmi più utilizzati.
- Slic3r guida: https://www-cdn.bq.com/file/Witbox/Manual_Slic3r_ES.pdf
- Repetier-Host guida: https://www-cdn.bq.com/file/Witbox/Manual_Repetier_ES.pdf
- Cura 3D guida: https://www-cdn.bq.com/file/Witbox/Manual_Cura_ESP.pdf
- Nota: Ricorda che l'area di stampa della Prusa i3 Hephestos è di 215x210x180 mm.
- Dopo aver ottenuto il g-code per il pezzo, salvare il file su una sceha SD. Inserire la scheda SD nello slot del pannello di controllo LCD. Accedi al menu principale e seleziona "Menu dell'SD". Ora seleziona il g-code del file. La stampante si avvierà automaticamente. È possibile visualizzare i progressi del pezzo e della temperatura di estrusione dal pannello LCD della stampante. Quando la stampa è completata togliere la base di vetro rimuovendo le pinze. Con base in vetro appoggiata su un tavolo rimuovere i pezzi tirandoli con molta attenzione.
- Affinchè il pezzo aderisca bene è importante applicare un sottile strato di lacca!
Allegati
Caricamento del firmware
Per caricare un nuovo firmware seguire i seguenti steps:
1. Scaricare il firmware. Nel RepRap wiki puoi trovare una lista di firmware disponibili:
Link: http://reprap.org/wiki/List_of_Firmware
2. Questi sono alcuni dei firmware più conosciuti con le nostre modifiche di Marlin:
Marlin: http://reprap.org/wiki/Marlin Sprinter: http://reprap.org/wiki/Sprinter Marlin Hephestos: File:Marlin Hephestos.zip
3. Scarica e installa il software Arduino dal sito:
Link: http://www.arduino.cc/en/Main/Software
4. All'interno della cartella del firmware prescelto,aprire con l'ID di Arduino il file con estensione .ino.
5. Una volta aperto, una scheda apparirà con il nome di "configuration.h".In questo archivio è possibile modificare le impostazioni della stampante.
6. Quando il programma è pronto, carica nel Mega Arduino che è collegato alla Ramps 1.4. Questa scheda si collega al computer tramite il cavo USB, selezionare con l'ID di Arduino la porta seriale alla quale è collegato il piatto ed il tipo di piatto (Arduino Mega 2560),entrambe le opzioni nella sezione Strumenti.
Calibrazione delle guide
Materiali necessari
| Parte | Nome | Quantità |
|---|---|---|
 |
Motore Nema 17 | 2 |
 |
Fine-corsa | 1 |
 |
Estrusore della Witbox | 1 |
 |
Ramps 1.4 | 1 |
 |
Alimentatore 220 AC 12 DC 100W | 1 |
 |
Multimeter | 1 |
| |
Vite trimmer in ceramica | 1 |
 |
Clema | 1 |
 |
Cavo USB tipo B di 1.8 m | 1 |
| - | Computer con Pronterface | 1 |
Questo step dev'essere ripetuto con tutte le guide, avrai bisogno di due motori per la calibrazione della guida dell'asse Z.
Intensità di ogni guida
| Guida | Intensità (mA) |
|---|---|
| X Axis | 250 |
| Y Axis | 250 |
| Z Axis | 450 |
| Extruder | 680 |
| Arduino con RAMPS | apross. 74 (non regolabile) |

Cablaggio
È necessario collegare un sensore del fine-corsa e un termistore, dovuto alle protezioni del firmware.

Step A
Step B


Multimeter preparation
Collegare il potenziometro in serie con il piatto e l'alimentatore, e configurarlo per misurare la corrente (A).

Step A

Step B


Preparazione del potenziometro
Collegate il piatto al computer.Vedrete che la corrente nel piatto è di circa 74 mA (se è al di sotto non preoccupatevi, questa misura è specifica per ogni piatto e può cambiare).Aprire il programma Pronterface (link sotto).Dal programma selezionato collega il piatto alla porta corrispondente attraverso l'interfaccia.Per misurare la corrente che passa attraverso i motori passo-passo è necessaria l'attivazione di ciascun motore per osservare che intensità chiedono.Per attivare un motore è necessario inviare un comando di movimento dal programma.Per fare questo bisogna utilizzare le frecce sul pannello di controllo da Pronterface per spostare ciascuno degli assi.Muovere il motore dell'asse corrispondente alla guida che si sta calibrando, vedrete come aumenta la domanda di corrente del piatto,è a questo punto che si imposta il potenziometro utilizzando l'avvitatore trimmer in ceramica.Regolare il potenziometro fino a quando l'intensità segnata è corretta.Nota che la corrente che necessita il potenziometro è la somma della corrente che chiede il piatto per se stessa (ca. 74 mA) e per quella del motore corrispondente.Ad esempio, nel caso dell'asse X, la misura che dovrebbe apparire sul potenziometro 74 mA più 250 mA, cioè 324 mA.Nel caso dell'estrusore deve essere pre-riscaldato prima di spostare il suo motore, a causa del firmware che aggiunge protezioni per prevenire una estrusione a freddo che può danneggiare il motore.Per questo usa il pulsante corrispondente all'estrusore (calore)che si trova sotto il pannello di controllo degli assi.Inoltre è possibile inviare il comando al piatto M302 per evitare questo firewall.Quando si calibra una guida deve essere ripristinato il piatto prima di poter calibrare il seguente.In questo modo si misurerà solo l'intensità che chiede la guida che si sta calibrando.

Step A

Step B
Step C
Step D


Pronterface donwload link: http://reprap.org/wiki/Printrun